
History of the X-Ray
As a professor at a German university, scientist Wilhelm Conrad Röntgen was contracted to research “cathode-rays”. In 1895, he noticed a fluorescent glow of crystals on a table near one of his test tubes: a new type of ray was being emitted. He called these “X-rays” because of their mysterious nature.
His discovery more than 120 years ago paved the for a multitude of important advancements. X-rays are no longer mysterious, but they are essential in making our lives easier, healthier, and safer. While most people are familiar with medical imaging, X-ray inspection is essential to ensuring the quality of products in the food and beverage industry.
Much of what we eat and drink comes in tin or metal cans. The most familiar are cans of soup stacked at the grocery store. Cans hold an incredible array of products; have a prolonged shelf life even after opening, and easily fit in people’s cupboards – making them extremely popular. Because cans are used so widely, their quality – and the quality of the product inside – must be assured. That’s where X-ray inspection comes in.
Development of Cans
With the development of the double seam, cans grew in importance as a container that could be stored without refrigeration for extended periods of time. Prior to this, the process of preparing preserves was laborious. There were far fewer products packaged, most of which was done in the ubiquitous Mason Jars and done in the kitchens of farms across the country. It wasn’t until 1912 that the first commercial canning establishment in the U.S. was started by Thomas Kensett.
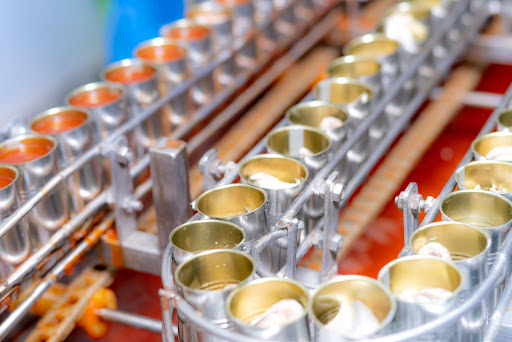
The modern canning operations commenced with fruit and vegetables and have extended to a wide variety of food products. Automated systems for both manufacturing the can itself coupled with automated fillers and seamers that put the double seamed lid on the can advanced speeds from 100 cpm (cans per minute) in the 1950s. Today the speed is over 1,000 cpm for food cans and twice that for beverage cans.
Many food products complete their process by cooking the product in the can. After preliminary processing steps such as blanching and pre-heating, the primary cooking is accomplished in cookers or retorts that must be closely controlled for minimum time and temperature to assure that the food emerges safe and ready for the shelf life that the can delivers.
Why is X-Ray Inspection of Cans Important?
X-ray inspection systems detect contaminants that affect the quality and safety of food and drinks. The systems use X-rays as it source instead of visible light, which finds contaminants typically hidden from sight, no matter their shape or location.
Whether a can is metal or composite with a metal lid, inspecting cans with a metal detector is impossible! Therefore, adherence to modern food safety and foreign material management practices require that cans be inspected with X-ray systems. There are a number of foreign material hazards for canned products that can be addressed by an X-ray inspection process:
- Foreign material from the can manufacturing process: Today, cans are inspected with sophisticated vision systems during the manufacturing process. However, there are certain conditions in which metal foreign material is lacquered in the can; it’s then difficult to detect with visual means. This advantage of X-ray technology is causing many can makers to adopt X-ray inspection.

Contaminant in the Ingredients - Foreign material in the raw ingredients: Many ingredients in canned food products come from (or have contact with) the ground. This exposes them to stones, glass, and other field trash that can post a serious foreign material risk. Field-based foreign material can be easily detected with an X-ray system.
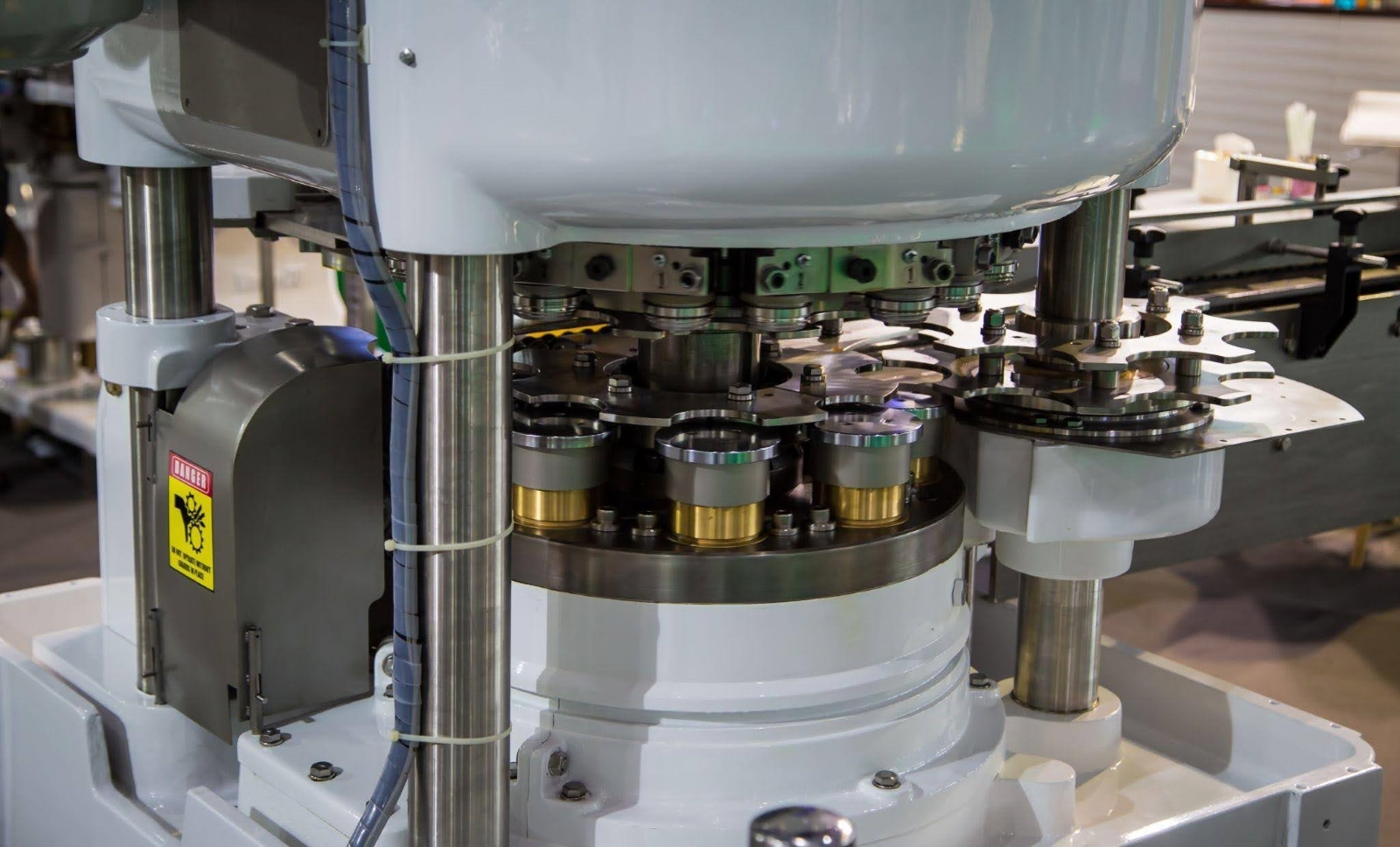
- Production contamination: Filler, seamer, and other machinery parts can break and fall into food cans. X-ray systems can easily find these broken parts. When an X-ray is installed post-seamer, the detection of these parts can happen immediately – before they can cause other issues. The seamer puts the lid on the can and performs that complex melding of the can flange with the flange on the can end to accomplish the finished double seam.

Maintenance of the chucks and rolls on the seamer are critical to accomplishing this high-speed task. The image from an x-ray system at the discharge of the seamer can provide early warning of the need for repair or replacement as well as signaling problems that may be arising in the filling process.
X-ray inspection also allows for very precise measurement fill level and head space measurement, in addition to electronic weighing.
X-ray inspection does not damage the food, beverage, or product – in this case, the cans.
Basic Mechanics of Can Inspection
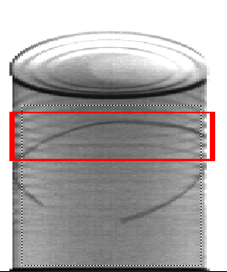
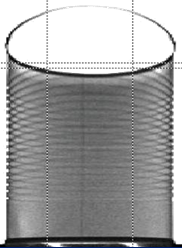
Modern can X-ray inspection involves inspecting both the can and its contents. To understand how it works, it is important to understand the various types of can construction:

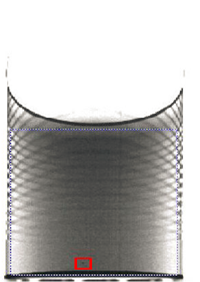


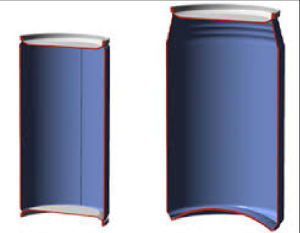
The important thing to remember about can inspection: the software of the X-ray machine must correctly identify the features of the can and not misinterpret them for foreign material in the can while still inspecting the entire can, rather than just a subset of the can. In other words, it is critical that none of the standard can features can cause false rejects during the can inspection process.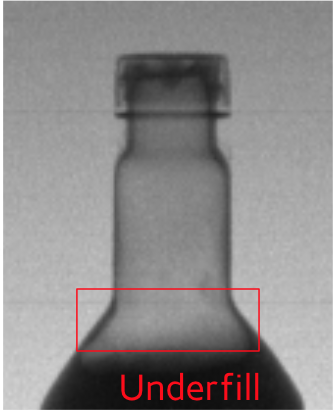
Other critical elements of can inspection are fill level and head space. In a metal container, where every can is the exact same dimensions, the fill level and the head space are mathematically linked. For composite containers, which may have material variation in the container dimensions from container to container, the X-ray machine will need to calculate the head space from the container dimensions and associated fill level.
Detectable Contaminants
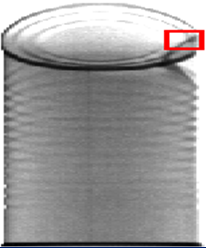
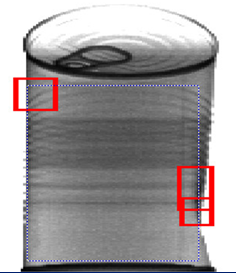
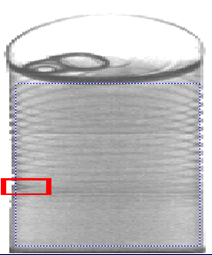
X-ray systems are capable of reliably detecting the following container defects as well as extreme double seams. (not shown here)
In fact, one of the most significant benefits of X-ray systems is that they can detect cans that may jam the cooker and take those cans off the production line before they cause a large and costly cooker shutdown.
Additionally, the following types of foreign material can be reliably detected in cans:
- Ferrous and non-ferrous metals
- Glass
- Rubber
- Hard plastic
- Stones
- Bones
Note that detection of bones and other low-density asymmetric objects can be materially improved using a multiple beam X-ray inspection system.
Best Practices for X-Ray Can Inspection
To obtain the very best X-ray inspection for cans, it is essential that the cans be inspected right after the seamer. This post-seamer location provides the following benefits:
- Identification and ejection of cans that could jam the line downstream, particularly the cooker
- Full filler and seamer monitoring: because each inspected container is mapped to a filler pocket and seamer head, it is much easier to trace problems to root cause and address filler or seamer issues
- Minimize production of bad product: by putting the inspection equipment closest to the filler and seamer, the X-ray system can detect problems immediately – and before an entire conveyor line full of bad product is made.
The other material advantage of inspecting immediately after the seamer is automated seamer sampling. One of the most disruptive tasks on a canning line is the need to shut the line down for sampling (for later seam analysis). A Peco InspX X-ray system that is immediately post-seamer can do pre-programmed or on-demand sampling at full line speeds – all without shutting down the production line (and hence, no downtime). Peco also has a partnership with Domino Printers to code specific information on each ejected container; for example, the filler pocket and seamer head can be printed on each container during the sampling process.
An X-ray system must be adaptable, easy to use, with current configuration software, and experts on hand. There are many inspection system companies, and it can be difficult to differentiate. But when choosing, consider going with the X-ray inspection company that’s been working and updating systems for 55 years: Peco InspX.
For a complimentary consultation on your X-Ray inspection needs please contact Peco InspX.
If you want more helpful resources from Peco InspX visit https://www.peco-inspx.com/lp/resources

{kind=link}