Every canning line operator knows the moment a seamer goes out of spec, because by the time it’s confirmed, thousands of cans have already moved downstream. Seamer drift (the gradual, directional movement of a head’s output toward its specification limits as rolls and chucks wear or timing shifts) is one of the most costly and preventable quality failures in food and beverage manufacturing. The challenge has never been whether to catch it. The challenge has always been catching it early enough to matter.
Why Seamer Drift Is Hard to Catch with Traditional Methods
The standard approach to seamer quality control is periodic teardown analysis. An operator pulls cans at defined intervals (typically every 30 minutes), tears down the double seam, and measures hook lengths, overlap, and seam thickness against specification.
It works. It’s regulatory compliant. And it leaves enormous gaps.
On a line running 800 cans per minute, a 30-minute sampling interval means one directly inspected can for every 24,000 produced. Even that single can is only inspected at three or four cross-sections across a seam that runs 360 degrees. A droop covering 5% of the seam circumference, a false seam segment, or a short body hook can be present in a can that passes every dimensional check at every sampled point.
When a seamer head begins to drift, whether from wear, temperature change, or mechanical loosening, the defects it produces are often localized, intermittent, and invisible to sampling-based programs. By the time teardown catches a deviation, the head has typically been degrading for some time. The cans it produced during that window have already been sealed, labeled, and in many cases, palletized.
Optical systems address the sampling gap but introduce a different one. Cameras inspect every can but see only the surface. Short body hooks, insufficient overlap, and false seams are internal conditions, regardless of resolution. Surface imaging cannot detect them.
The result is a quality program with meaningful blind spots and a reactive posture toward seamer maintenance.
What “Drift” Actually Looks Like at the Head Level
Seamer drift rarely presents as a sudden failure. It’s a gradual process, and its signature is subtle before it becomes critical.
A head that is beginning to drift may produce cans that are dimensionally within spec on average, but with increasing variance: tighter on one side of the circumference, looser on another. It may start generating droops at low frequency: one in every few hundred cans rather than one in ten. Hook lengths may trend toward the lower boundary of specification without crossing it.
None of these are detectable by periodic sampling or surface inspection. But all of them are detectable if you have a system that:
- Inspects every can, not a statistical sample
- Penetrates the seam structure to image the internal seam profile
- Attributes each result to the specific seamer head that produced it
- Tracks those results over time to identify trends, not just threshold violations
That’s the difference between defect detection and seamer intelligence.
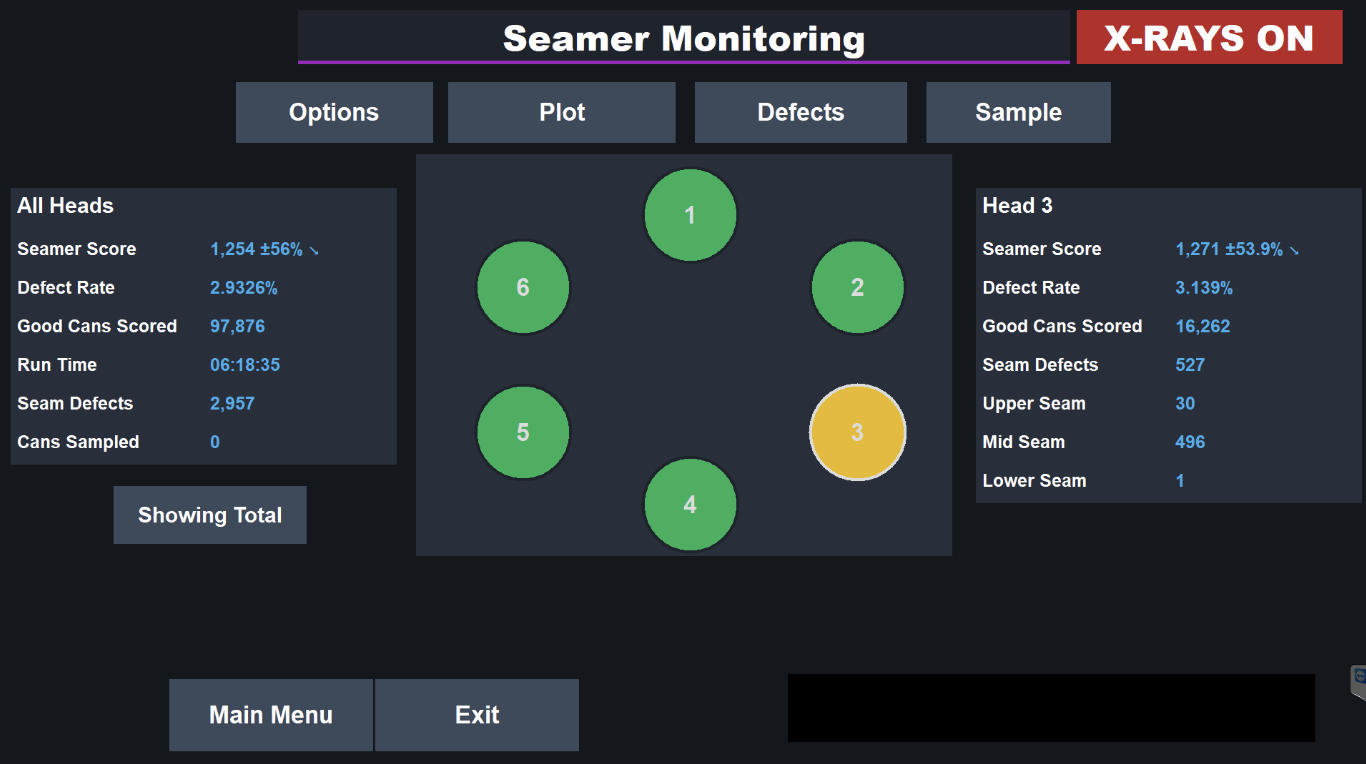
Figure 1: SeamTrac Legato Seamer Monitoring screen, showing per-head Seam Score and defect attribution.
The Role of Inline, 360-Degree X-Ray Inspection
X-ray inspection is uniquely suited to double seam monitoring because it directly images what matters: the seam profile of every can, at full line speed.
Multiple X-ray beams with overlapping angular coverage reduce the blind spots that make single-beam systems unreliable for seam inspection. Where a single beam images one cross-section, overlapping beams reconstruct the full circumference, catching localized defects that a point measurement would miss.
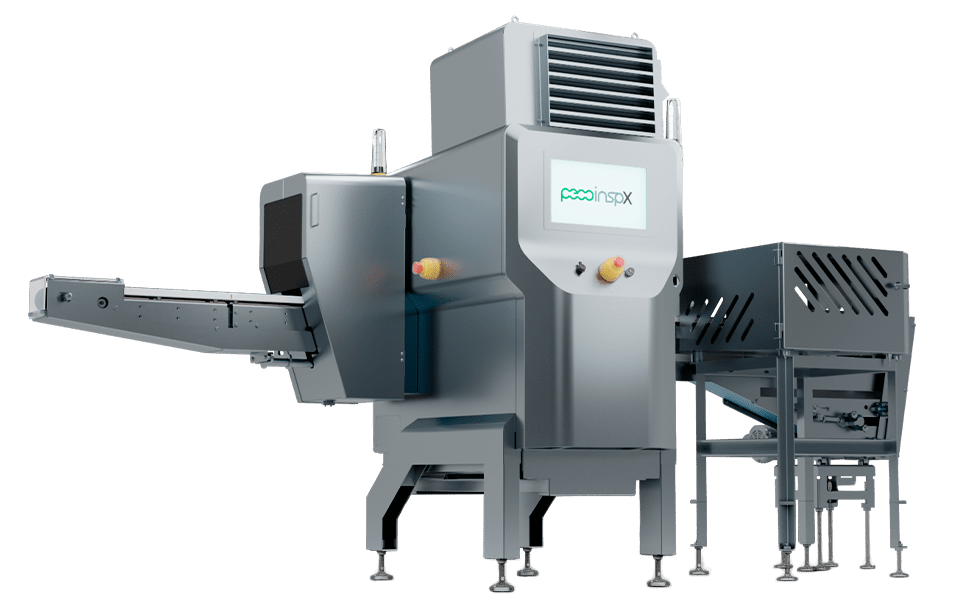
At 1,200 CPM, a system like the SeamTrac Legato from Peco InspX inspects every can with no line stoppage, no product contact, and no sampling interval. Each result (hook length, overlap, structural anomaly) is captured and attributed to the seamer head that produced that can. The system reliably detects defects that are expressed at or near the seam and register in the seam profile; it is not intended to resolve internal-only conditions that would otherwise pass a destructive teardown.
Over time, that attribution creates a performance history for each head. Not “the seamer is in spec” but “head 3 is producing cans with body hook variance trending upward over the last 45 minutes.” That’s actionable information that allows maintenance to intervene before the head drifts out of specification, not after.
The Peco Seam Score: From Data to Decisions
Raw inspection data is only as useful as the insight it produces. The Peco Seam Score is a head-level quality metric derived from continuous inspection results across every can. It surfaces degradation trends in real time, giving quality teams and operators a single, interpretable signal for each seamer head rather than a stream of individual measurements.
When a head’s Seam Score begins to decline, operators are alerted before defect rates rise. Maintenance can be scheduled proactively, targeted to the specific head that needs attention, rather than applied uniformly across the seamer on a calendar schedule.
This shift from reactive to predictive maintenance has measurable downstream effects: fewer holds, less product loss, reduced unplanned downtime, and more informed service intervals.
On-Demand QA Sampling: Without Stopping the Line
One of the practical constraints of seamer monitoring is the sampling process itself. Traditional teardown requires stopping or diverting production to pull samples, an interruption that itself creates risk and reduces throughput.
The SeamTrac Legato supports on-demand QA sampling by seamer head, allowing operators to pull a can for teardown from any specific head without stopping the line. This means that when a Seam Score flags a concern on head 4, the operator can immediately pull a sample from head 4, not a random selection from the combined output, for confirmation and documentation.
The result is a quality process that is both proactive and targeted.
What Early Detection Actually Prevents
The business case for catching seamer drift early is straightforward once the cost of catching it late is understood.
When seamer defects make it past the line, the consequences compound:
- Product holds covering the entire period since the last confirmed good sample
- Rework or destruction of product that cannot be re-inspected after the fact
- Potential regulatory exposure
- Brand and customer relationship risk if defective product reaches the market
Catching a drifting head before it goes out of spec can prevent those downstream consequences. The cost of a brief maintenance intervention at the seamer is a fraction of the cost of a hold.
Customers using the SeamTrac Legato have reported ROI in under six months, driven primarily by reductions in holds, HFIs, and unplanned downtime.
Conclusion
Seamer drift is predictable. It follows patterns that are visible if you have the data, and preventable if you act on that data before defect rates climb. The gap between what traditional sampling programs can see and what’s actually happening across every seamer head is where quality exposure lives.
Inline, 360-degree X-ray inspection with per-head performance tracking closes that gap, turning seamer monitoring from a periodic check into a continuous, real-time quality signal.
Peco InspX is the world’s leading manufacturer of X-ray inspection systems for food, beverage, and pharmaceutical packaging. The SeamTrac Legato is the first and only inline, non-contact, 360-degree can seam inspection system, designed for canning lines running up to 1,200 CPM. Learn more at peco-inspx.com.


{kind=link}